
- How to repair the defective parts of the shell core machine?
- Do you know what to pay attention to when using the core shooter?
- Introduction to the working principle of shell core machine
- Learn more about the advantages of shell core machine
Contact: Manager Li
Mobile: 15965316276
Tel: 0531-61311568
E-mail: jnruisheng@163.com
Address: No. 57, North Xiaoxinzhuang West Street, Huaiyin District, Jinan City
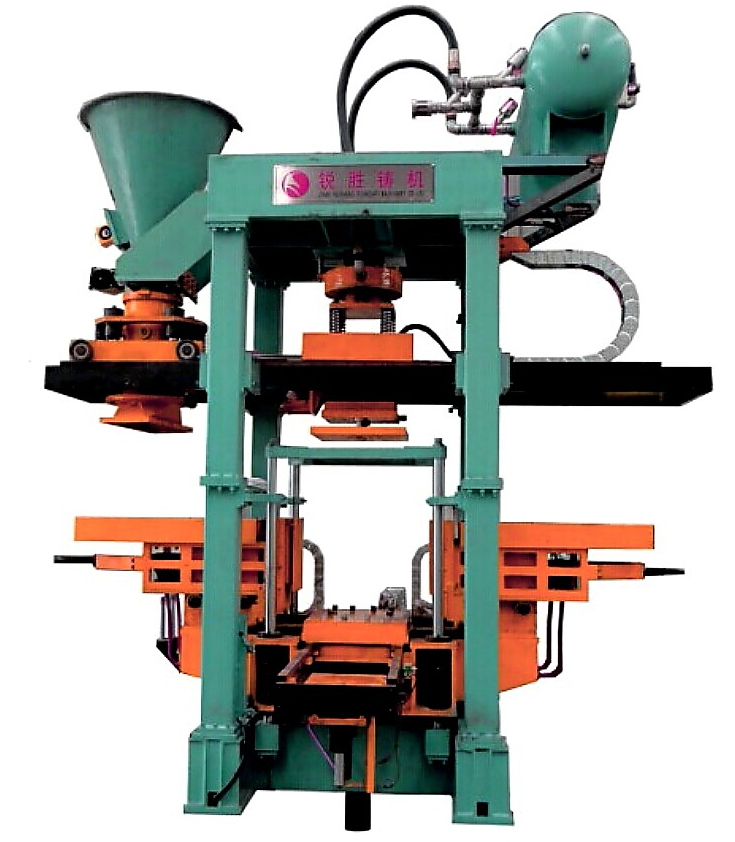
Introduction to the working principle of shell core machine
The shell core machine belongs to a kind of core shooter in which the template can be turned over. A 180 ° turning function is added to the principle of the core shooter, which can pour out the uncured sand inside the sand mold and reuse it, which can save the cost of coated sand. The specific working principle is as follows. Let's have a look.

Resin sand shell core method is a core making process. It is to fill the core sand containing phenolic resin (shell core sand for short) into the heated metal core box for a certain time (5~15s), so that the resin in the shell core sand near the wall of the core box will be dissolved and the sand particles will be bonded together, forming a plastic shell with a certain thickness along the inner wall of the core box. After pouring out the excess core sand, continue heating for a certain time (30~90s), open the core box to eject the shell core, and then get the hollow thin shell sand core with a small wall thickness (only 5~12mm). It only takes 1-2 min to make a sand core.
1. Heating core box: the core box of shell core machine is heated by electricity or gas. The heating temperature of the core box is determined by the factors such as the shell core sand binder, the required shell thickness, the crusting time and the hardening time, and is generally 260~280 ℃.
2. The core sand of the sand blowing shell has good fluidity, so it is only necessary to inject 0.1~0.3MPa low pressure compressed air into the sand blowing bucket for sand blowing, and maintain the pressure for a certain period of time (1~3s). Grasping the sand blowing pressure and holding time properly is conducive to obtaining a clear, complete and smooth sand core.
3. Crusting: after the sand blowing of the shell and core machine is completed, the sand blowing bucket stays for a period of time for crusting. The crusting time is generally 15~50s, and the shell thickness is determined as required, generally 3~10mm.
4. Pour out residual sand: after the specified crust thickness is reached, the sand bucket will be turned 180 °, and the core sand in the middle without crust will be poured back to the sand blowing bucket. Then swing left and right 45 ° to pour the core sand without crust.
5. Hardening: continue heating the crusted thin shell which is still in the plastic state for a period of time to completely harden the plastic thin shell. The hardening time depends on the shell thickness, which is generally about 2 minutes.
6. Core jacking and coring: after the hardening of the shell core machine, the high-strength thin shell sand core has been made, which can be ejected from the core box and taken out manually or with special tools for use.
- Pre:Learn more about the advantages of shell core machine
- Next:No More





 Customer Service
Customer Service